主要应用于工件坐标系原点不在工件本身、 或无法找到相应的基准元素( 如面、 孔、
线等) 来确定轴向或原点, 多为曲面薄壁、 钣金类零件( 汽车、 飞机的配件, 这类零件的坐标系多在车身或机身上)。
找正原理: 用点性元素(如:点、 圆、 椭圆、 球、 方槽、 圆槽) 进行找正。
1.第一组特征将拟合平面特征, 必须使用矢量相近的至少三个特征建立当前工作平面法线轴的方向, 空间旋转确定第一轴和坐标原点。
2.第二组特征将拟合直线特征, 必须使用至少两个特征从而将工作平面的定义轴旋转到特征点上, 平面旋转确定第二轴, 确定第三轴的坐标原点。
3.最后一组特征用于确定第二轴的坐标原点。
4.尽可能的保证这三组特征之间有近似垂直关系。
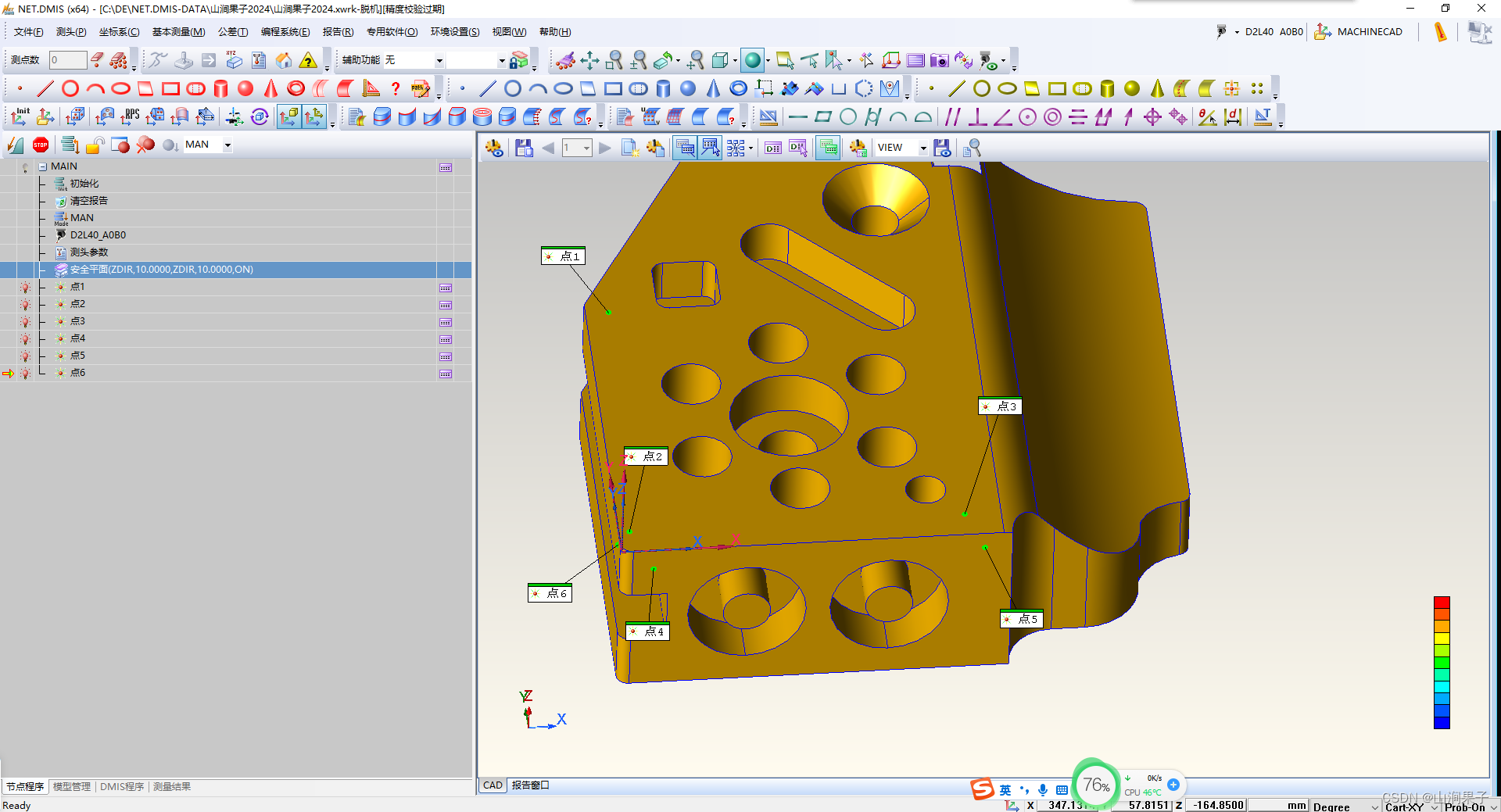
例如以 6 个点进行找正( 一个测针角度进行测量)
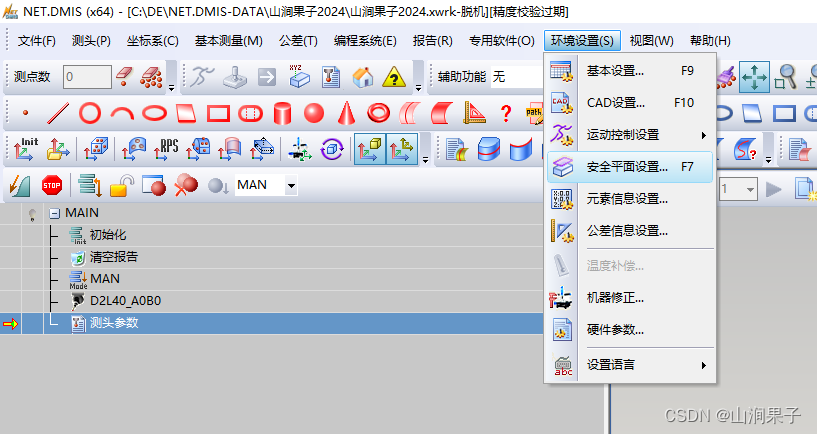
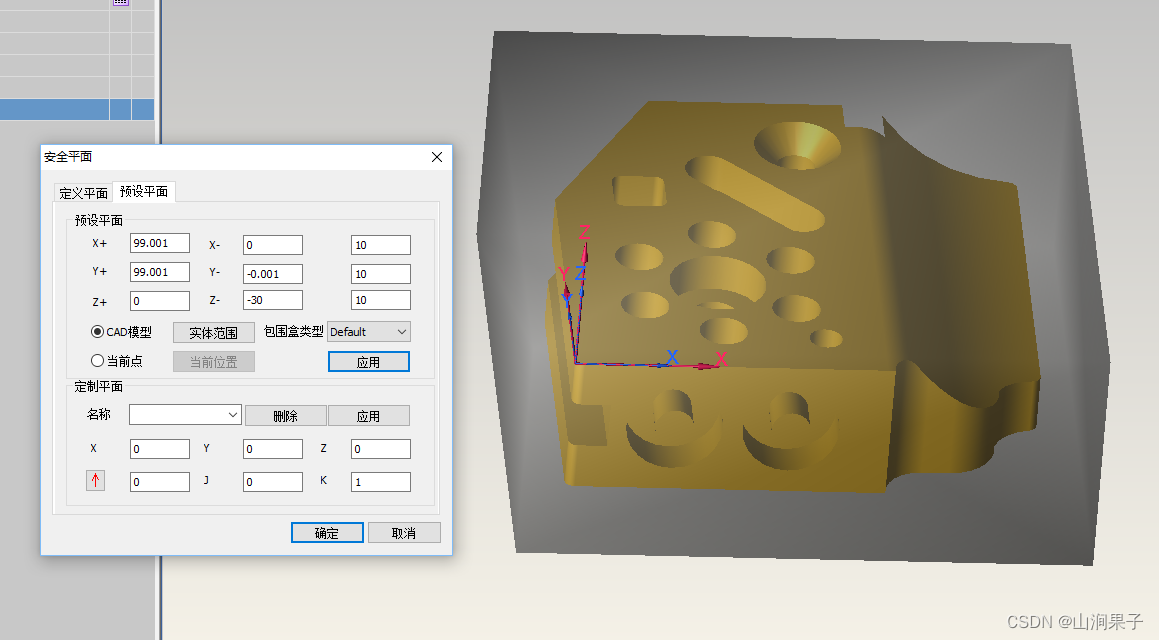
- 导入模型,设置安全平面。
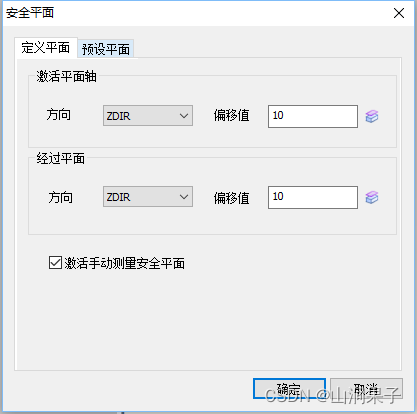
在【 环境设置】 →【 安全平面设置】 中设置安全平面
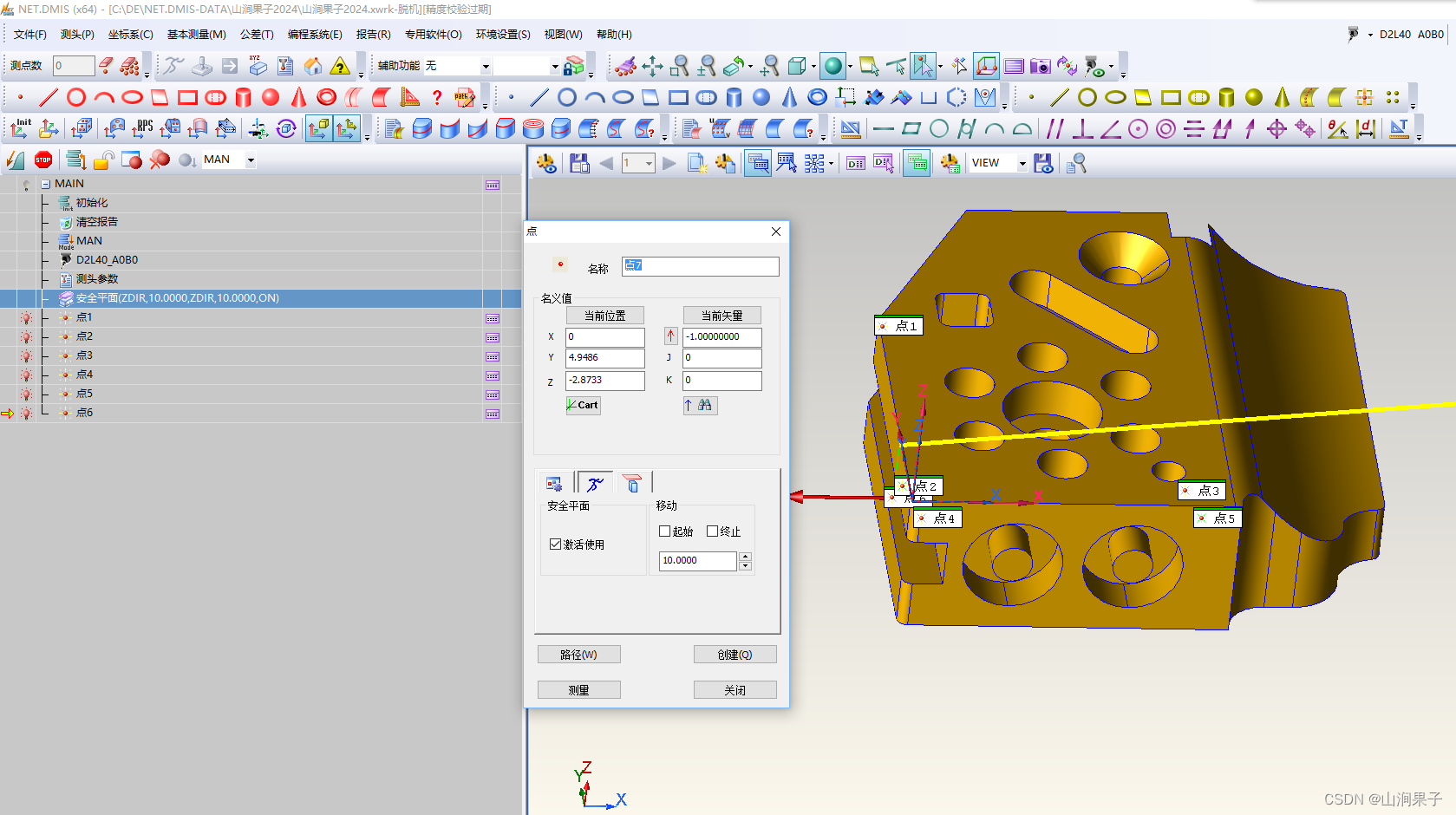
2.使用自动测量点或自由曲线中的矢量点功能, 生成程序并手动测量目标元素六个点。
MODE/MAN
DID(D2L40)=DEVICE/STOR,'D2L40'
OPEN/DID(D2L40),SNS
S(A0B0)=SNSDEF/PROBE,INDEX,POL,0.0,0.0,0.0000,0.0000,1.0000,189.6500,2.0000
SNSLCT/SA(A0B0)
DMESW/COMAND,'SNSET/MANRETRCT,2.0000'
DMESW/COMAND,'CLEARP/ZDIR,10.0000,ZDIR,10.0000,ON'
F(点1)=FEAT/POINT,CART,3.9022,59.0956,0,0,0,1.00000000
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(点1),POINT,CART,DME,3.9022,59.0956,0,0,0,1.00000000,$
0,0,0,FALSE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"","EXT1","EXT2",$
"EXT3",ENDCAL
F(点2)=FEAT/POINT,CART,1.8202,4.8206,0,0,0,1.00000000
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(点2),POINT,CART,DME,1.8202,4.8206,0,0,0,1.00000000,$
0,0,0,FALSE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"","EXT1","EXT2",$
"EXT3",ENDCAL
F(点3)=FEAT/POINT,CART,58.3476,4.9155,0,0,0,1.00000000
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(点3),POINT,CART,DME,58.3476,4.9155,0,0,0,1.00000000,$
0,0,0,FALSE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"","EXT1","EXT2",$
"EXT3",ENDCAL
F(点4)=FEAT/POINT,CART,5.4988,0,-4.1245,0,-1.00000000,0
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(点4),POINT,CART,DME,5.4988,0,-4.1245,0,-1.00000000,$
0,0,0,0,FALSE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"","EXT1","EXT2",$
"EXT3",ENDCAL
F(点5)=FEAT/POINT,CART,61.3295,0,-3.1160,0,-1.00000000,0
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(点5),POINT,CART,DME,61.3295,0,-3.1160,0,-1.00000000,$
0,0,0,0,FALSE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"","EXT1","EXT2",$
"EXT3",ENDCAL
F(点6)=FEAT/POINT,CART,0,4.9486,-2.8733,-1.00000000,0,0
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(点6),POINT,CART,DME,0,4.9486,-2.8733,-1.00000000,$
0,0,0,0,0,FALSE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"","EXT1","EXT2",$
"EXT3",ENDCAL
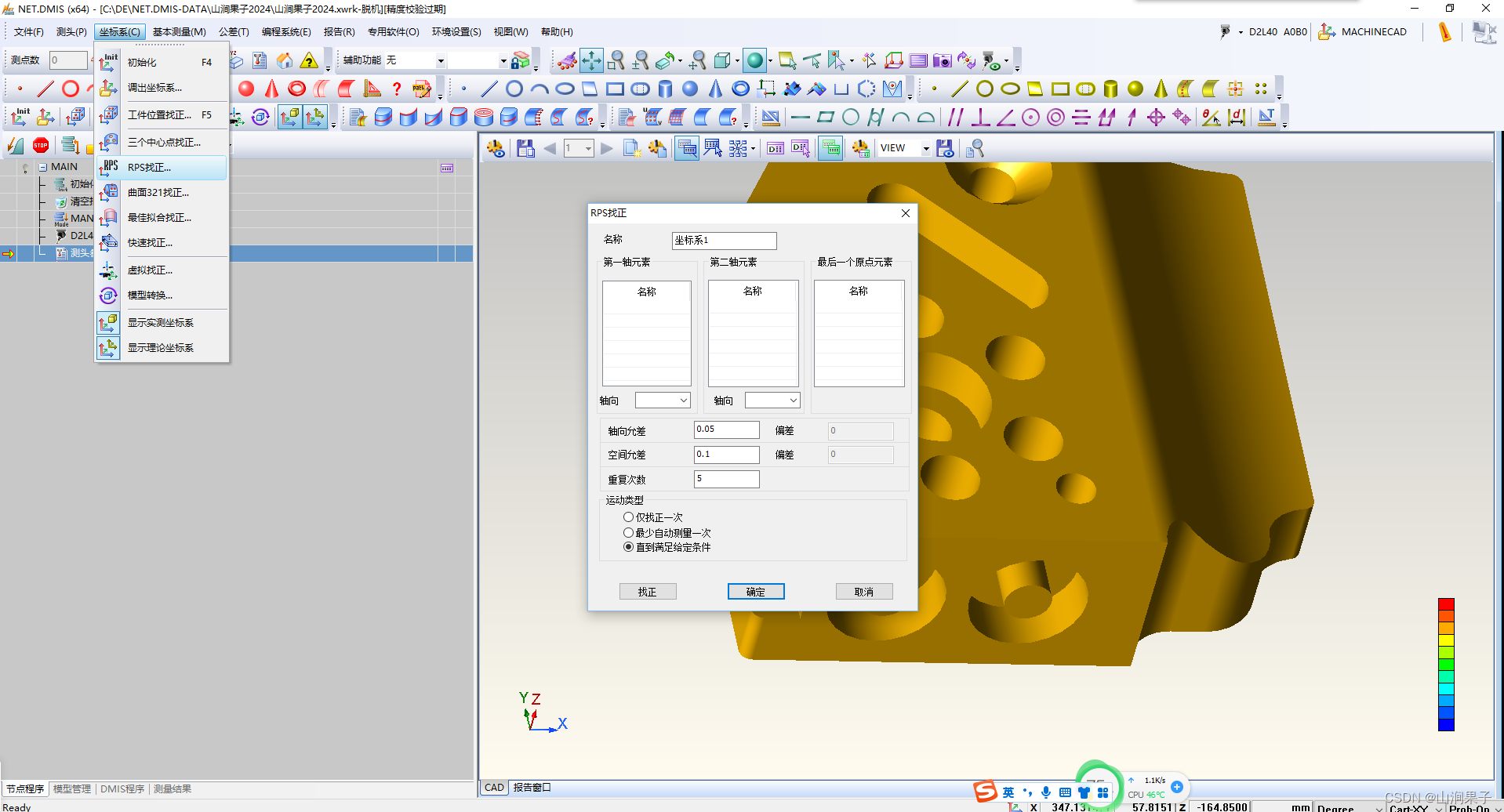
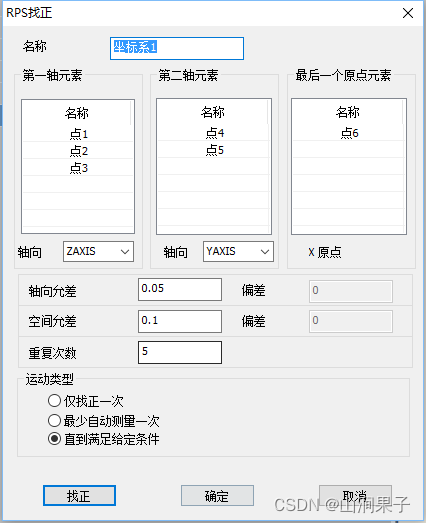
3.打开 RPS 找正界面, 用鼠标左键拖拽元素分别到三个列表中或用鼠标在要添加列中点击,用鼠标中键添加元素到相应列即可。
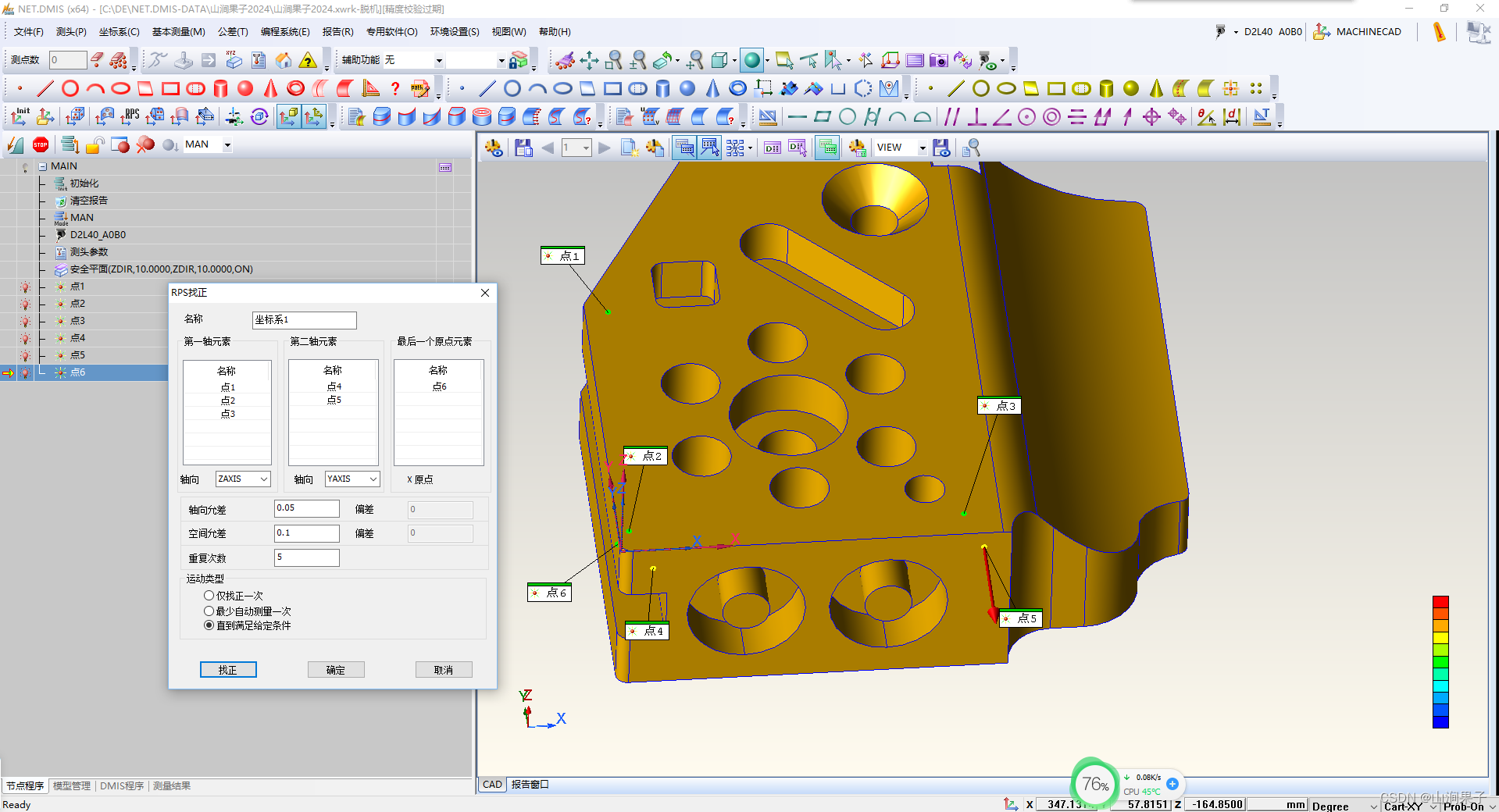
在轴向中会自动选择轴方向及坐标原点, 也可以手动改变。 注意: 这里都是确定坐标系
原点的方向。
根据需要设置合适的公差、 点目标半径后, 点击【 找正】 查看偏差值。 如果误差较大在运行程序重复测量时可能发生碰撞, 请检查参数是否设置正确或因手动测量位置差太多可重新测量元素。
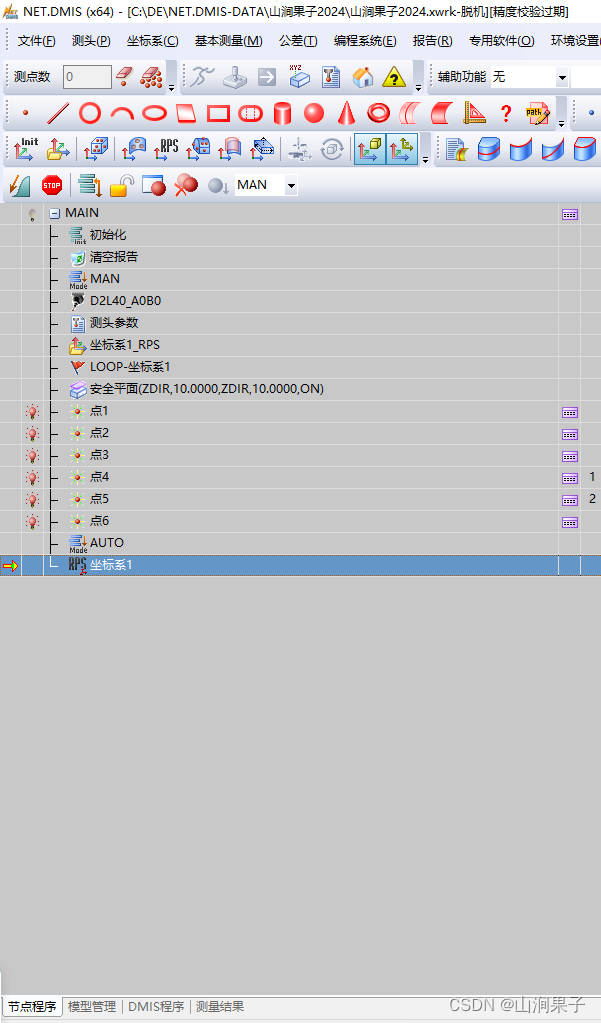
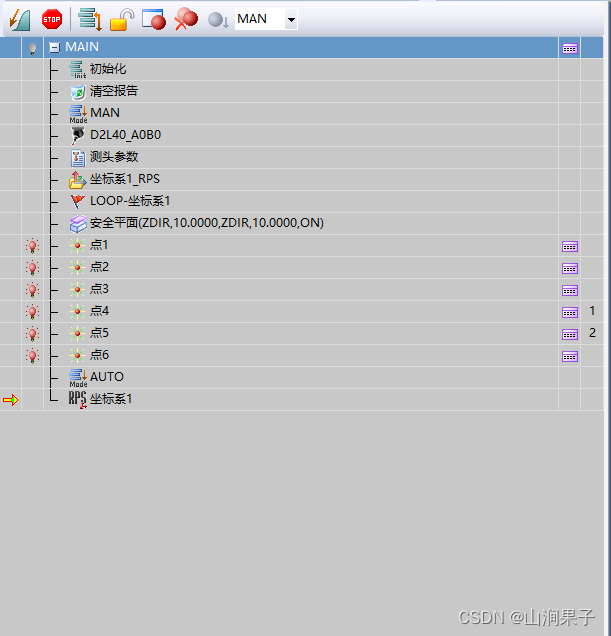
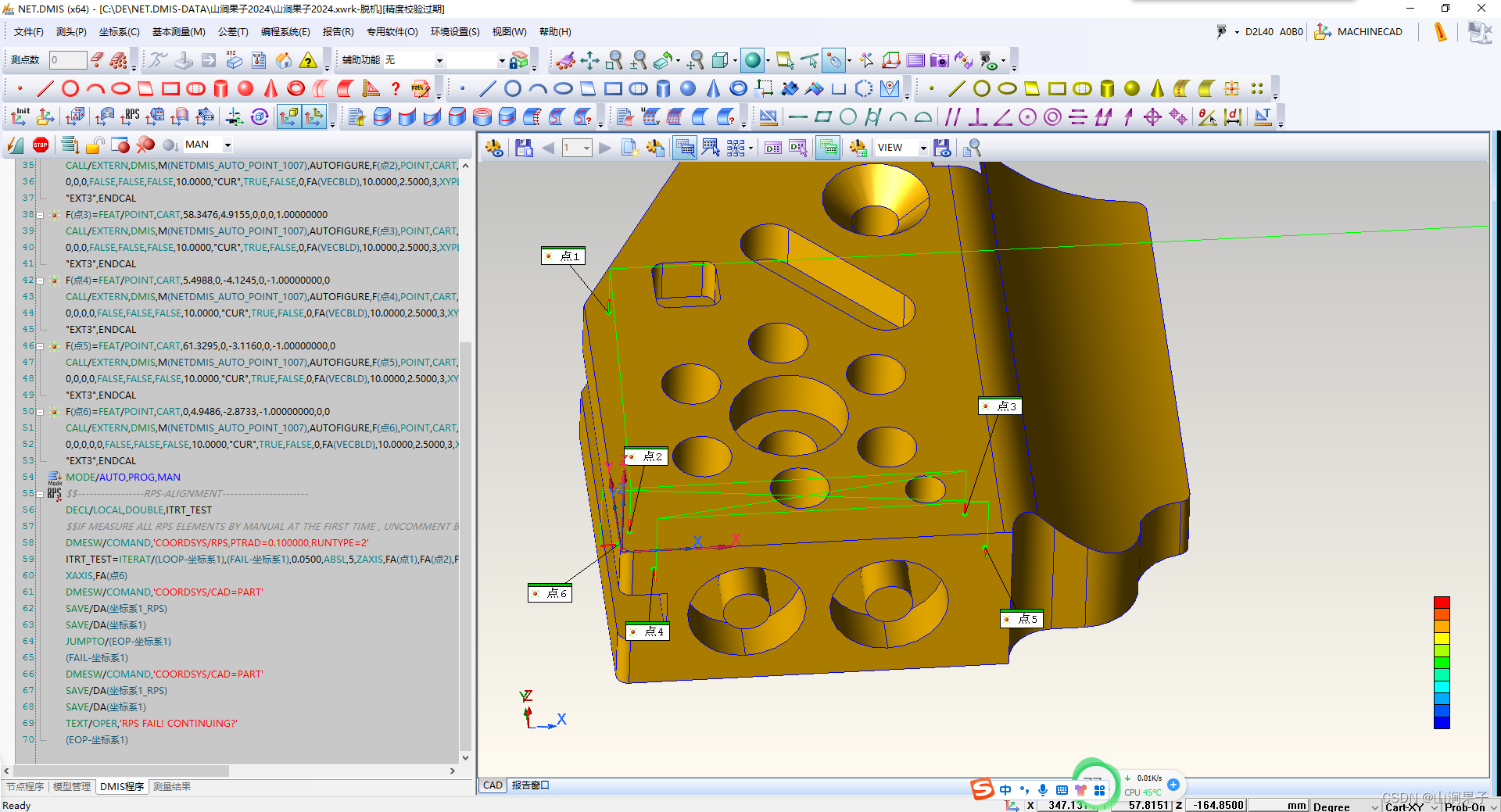
5.5.点击【 确定】 生成程序如下图所示。 此时当前坐标系为第一次找正后的坐标系。 RPS 生成的程序有四个节点, 坐标系 1_RPS 节点是将建好的坐标系保存, 从开始运行程序时回调坐标系, LOOP 节点是 RPS 循环测量的跳转标签, 会自动添加到手动测量的第一个元素的前面。 如果定义安全平面指令在第一个元素指令前, LOOP 节点会自动添加到定义安全平面的前面。 如下图所示:
$$ NET_DMIS_20160720
$$ MADE IN DE 2023-2-24 10:47:9
INCLUD/DMIS,'NET_DMIS_DEFINES.DMI'
INCLUD/DMIS,'VARDEFINE'
DMESW/COMAND,'PROBE_VAL/INIT'
UNITS/MM,ANGDEC
D(MACHINE)=DATSET/MCS
DMESW/COMAND,'COORDSYS/ALIGN'
WKPLAN/XYPLAN
PRCOMP/ON
PRCOMP/ON
FEDRAT/POSVEL,MMPS,300.0000
ACLRAT/POSACL,MMPSS,100.0000
FEDRAT/MESVEL,MMPS,20.0000
ACLRAT/MESACL,MMPSS,100.0000
SNSET/RETRCT,2.0000
SNSET/SEARCH,5.0000
SNSET/APPRCH,2.0000
DMESW/COMAND,'SNSET/MANRETRCT,1.0000'
DMESW/COMAND,'REPORT/CLEAR'
MODE/MAN
DID(D2L40)=DEVICE/STOR,'D2L40'
OPEN/DID(D2L40),SNS
S(A0B0)=SNSDEF/PROBE,INDEX,POL,0.0,0.0,0.0000,0.0000,1.0000,189.6500,2.0000
SNSLCT/SA(A0B0)
DMESW/COMAND,'SNSET/MANRETRCT,2.0000'
RECALL/DA(坐标系1_RPS)
(LOOP-坐标系1)
DMESW/COMAND,'CLEARP/ZDIR,10.0000,ZDIR,10.0000,ON'
F(点1)=FEAT/POINT,CART,3.9022,59.0956,0,0,0,1.00000000
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(点1),POINT,CART,DME,3.9022,59.0956,0,0,0,1.00000000,$
0,0,0,FALSE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"","EXT1","EXT2",$
"EXT3",ENDCAL
F(点2)=FEAT/POINT,CART,1.8202,4.8206,0,0,0,1.00000000
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(点2),POINT,CART,DME,1.8202,4.8206,0,0,0,1.00000000,$
0,0,0,FALSE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"","EXT1","EXT2",$
"EXT3",ENDCAL
F(点3)=FEAT/POINT,CART,58.3476,4.9155,0,0,0,1.00000000
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(点3),POINT,CART,DME,58.3476,4.9155,0,0,0,1.00000000,$
0,0,0,FALSE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"","EXT1","EXT2",$
"EXT3",ENDCAL
F(点4)=FEAT/POINT,CART,5.4988,0,-4.1245,0,-1.00000000,0
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(点4),POINT,CART,DME,5.4988,0,-4.1245,0,-1.00000000,$
0,0,0,0,FALSE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"","EXT1","EXT2",$
"EXT3",ENDCAL
F(点5)=FEAT/POINT,CART,61.3295,0,-3.1160,0,-1.00000000,0
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(点5),POINT,CART,DME,61.3295,0,-3.1160,0,-1.00000000,$
0,0,0,0,FALSE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"","EXT1","EXT2",$
"EXT3",ENDCAL
F(点6)=FEAT/POINT,CART,0,4.9486,-2.8733,-1.00000000,0,0
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(点6),POINT,CART,DME,0,4.9486,-2.8733,-1.00000000,$
0,0,0,0,0,FALSE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"","EXT1","EXT2",$
"EXT3",ENDCAL
MODE/AUTO,PROG,MAN
$$-----------------RPS-ALIGNMENT----------------------
DECL/LOCAL,DOUBLE,ITRT_TEST
$$IF MEASURE ALL RPS ELEMENTS BY MANUAL AT THE FIRST TIME , UNCOMMENT BELOW LINE.
DMESW/COMAND,'COORDSYS/RPS,PTRAD=0.100000,RUNTYPE=2'
ITRT_TEST=ITERAT/(LOOP-坐标系1),(FAIL-坐标系1),0.0500,ABSL,5,ZAXIS,FA(点1),FA(点2),FA(点3),YAXIS,FA(点4),FA(点5),$
XAXIS,FA(点6)
DMESW/COMAND,'COORDSYS/CAD=PART'
SAVE/DA(坐标系1_RPS)
SAVE/DA(坐标系1)
JUMPTO/(EOP-坐标系1)
(FAIL-坐标系1)
DMESW/COMAND,'COORDSYS/CAD=PART'
SAVE/DA(坐标系1_RPS)
SAVE/DA(坐标系1)
TEXT/OPER,'RPS FAIL! CONTINUING?'
(EOP-坐标系1)
6.鼠标选中 RPS 节点, 点击 运行程序, 程序开始自动循环测量, 直至找正成功或找
正次数用完。 刷新图形窗口结果图形和模型如图。
注意:
1.此 RPS 找正, 元素个数最少是 3 个( 如 3 个圆), 并且生成手动的元素程序时要设置相应的安全路径。 否则添加到程序中时, 自动运行程序可能会碰撞。 也可以在生成程序后在RPS 程序节点后增加移动点, 将这些移动点剪切到元素程序中间, 这样能防止碰撞。
2.RPS 找正后坐标系中默认进行了【 CAD=工件】 操作。
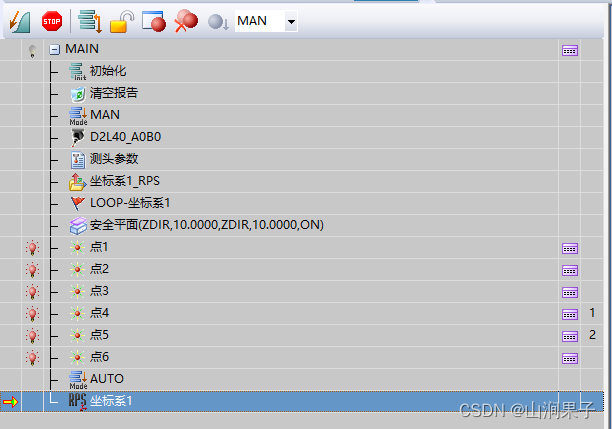
3.若是要改变角度可在要改变角度的地方添加角度, 注意机器要在安全位置, 若是有些
元素不需要机器重复测量, 可将此元素移动到 LOOP 外面即可。 如下图:
最后
以上就是美满滑板最近收集整理的关于NETDMIS5.0RPS找正——6点迭代2023的全部内容,更多相关NETDMIS5内容请搜索靠谱客的其他文章。





发表评论 取消回复