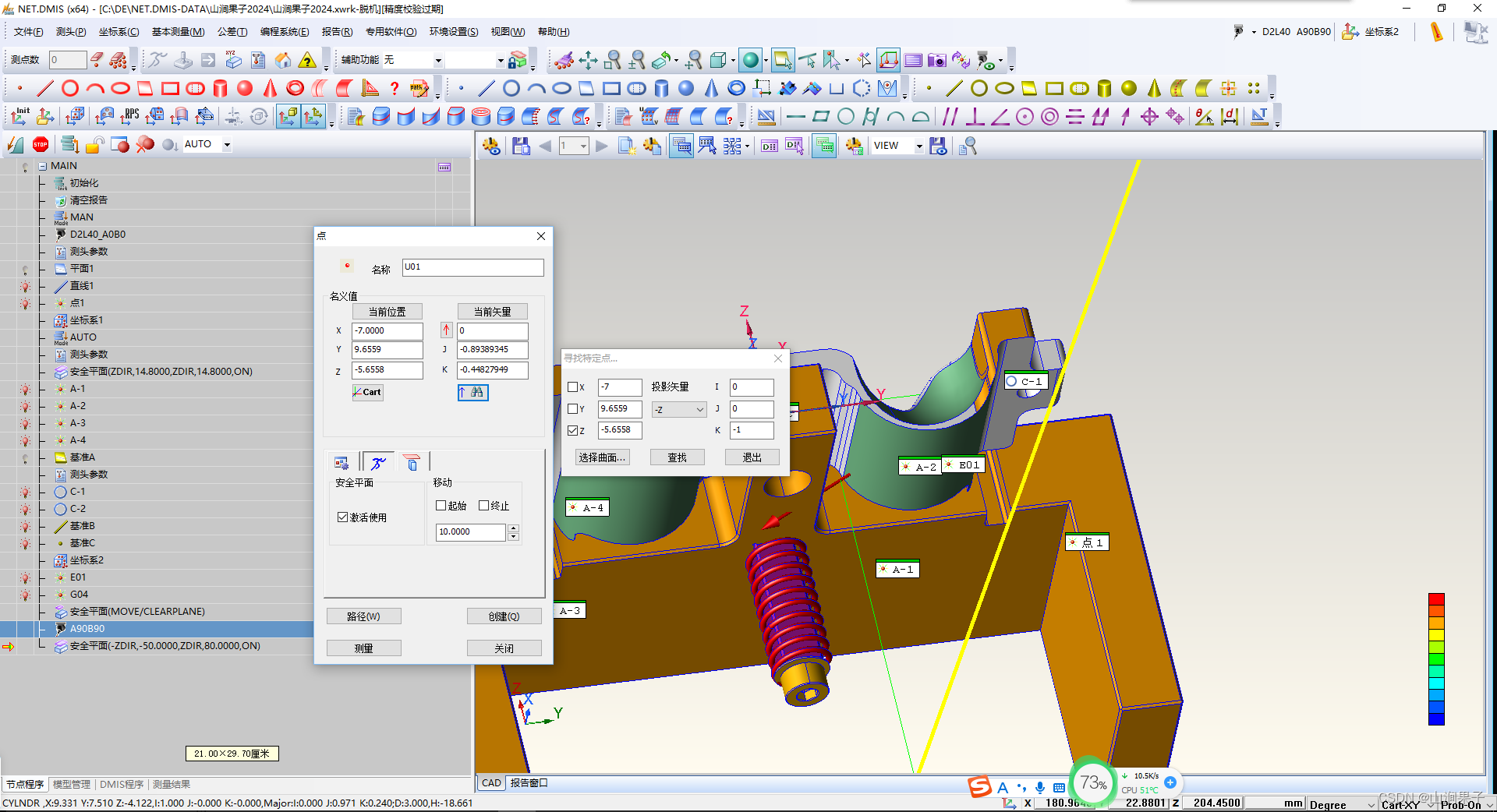
通过矢量点坐标, 矢量方向的名义值去测量点。
路径:【 基本测量】 →【 自动测量】 →【 点】
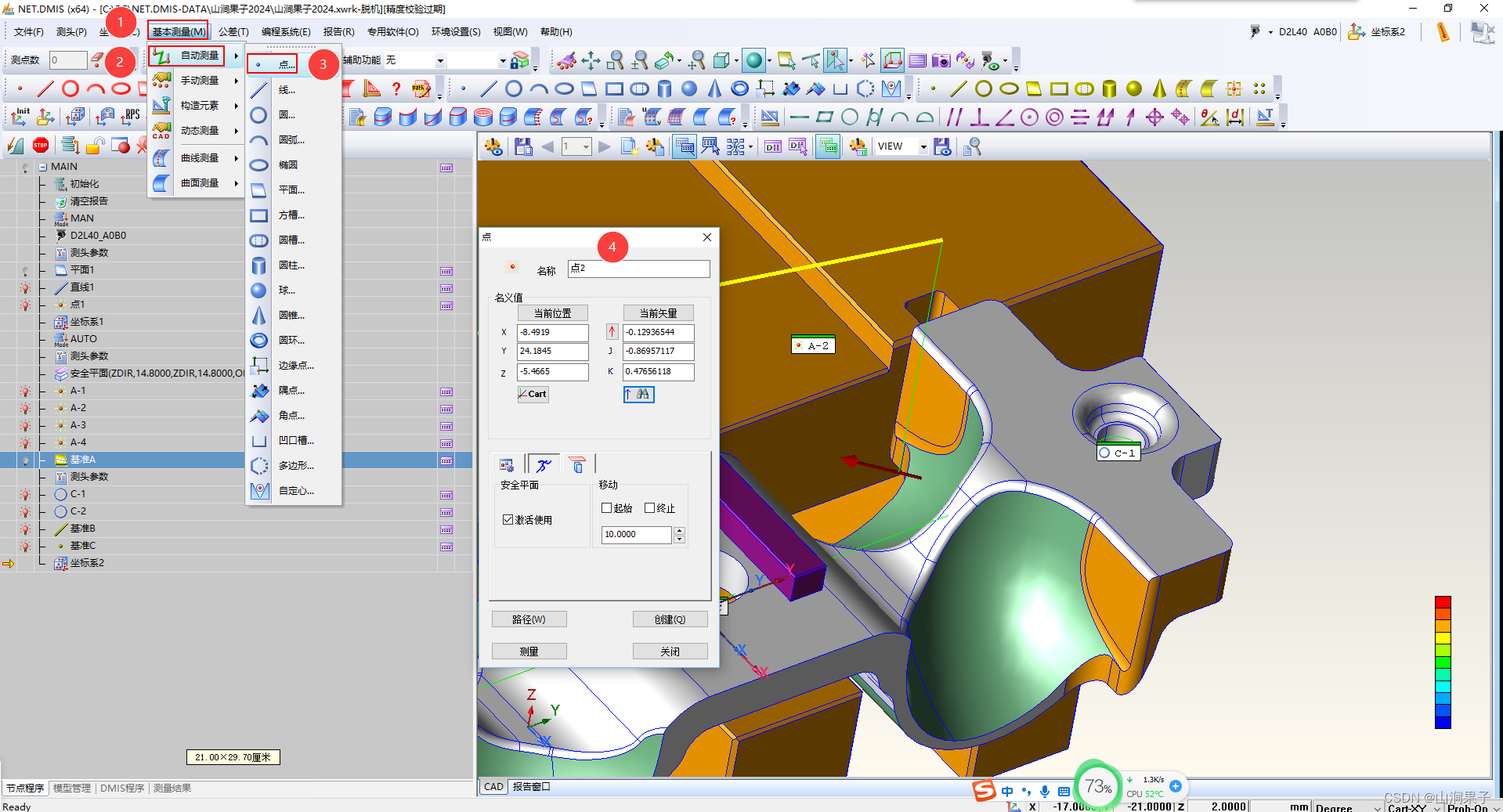
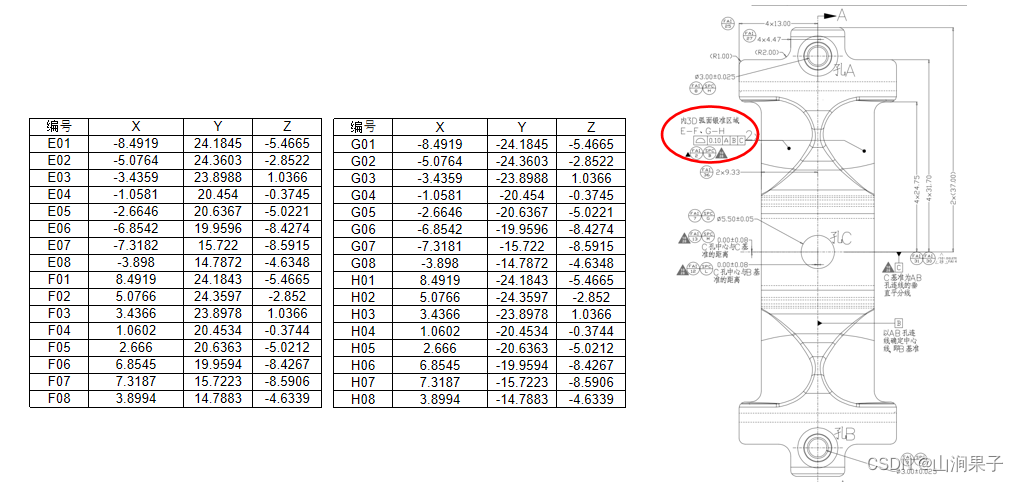
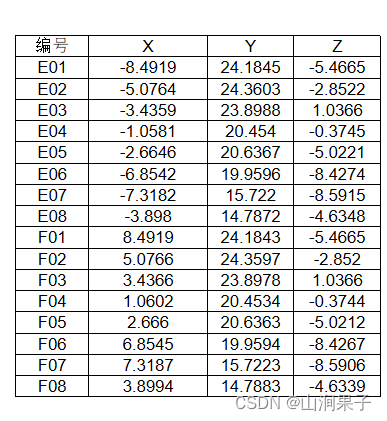
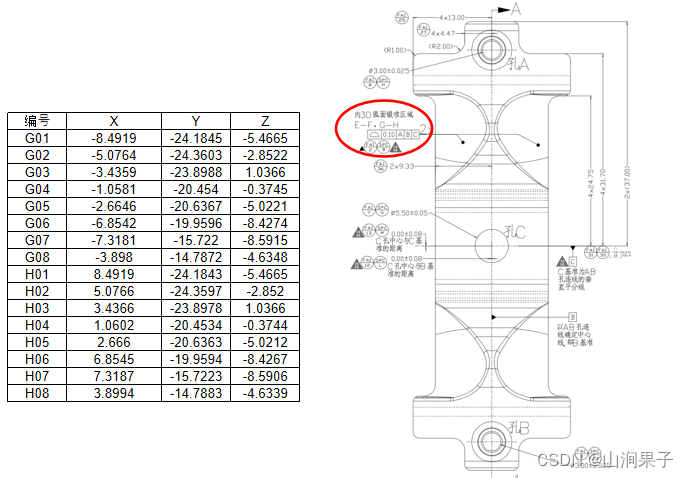
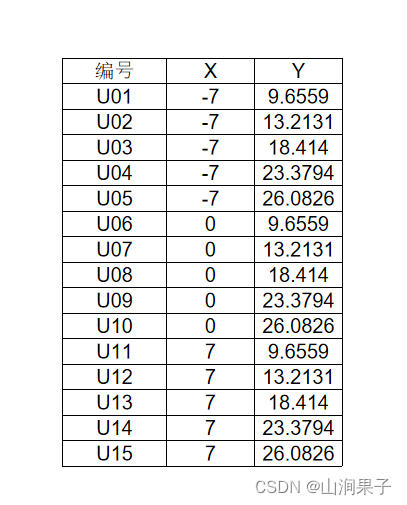
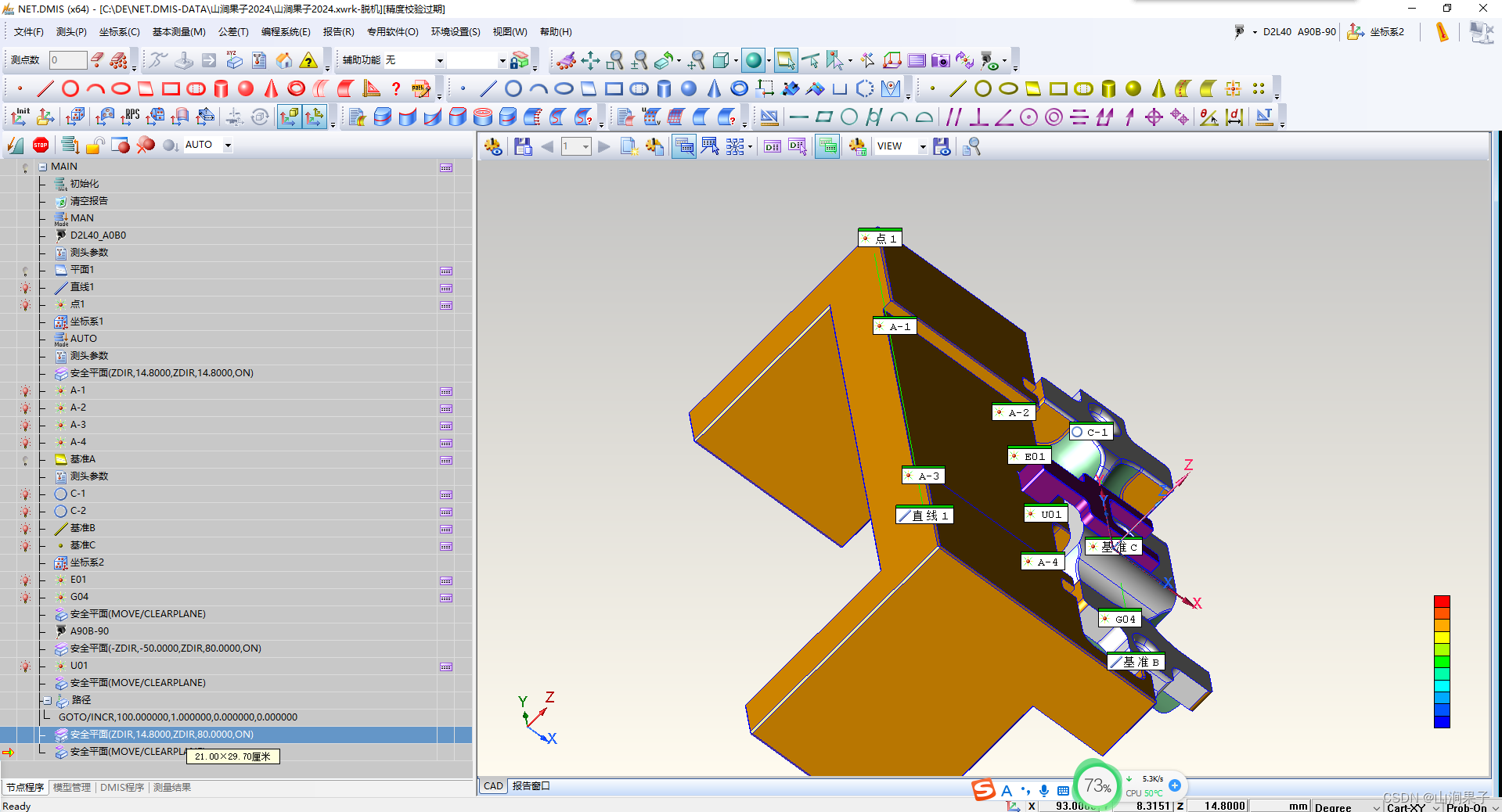
在注塑件、检具、压铸件、模具等工件检测过程中,有时候会遇到图纸要求对指定测量点位进行测量,查看数据偏差。如下图:
1.有图纸,有点坐标XYZ,通过坐标点搜索点位,需要修正矢量信息。
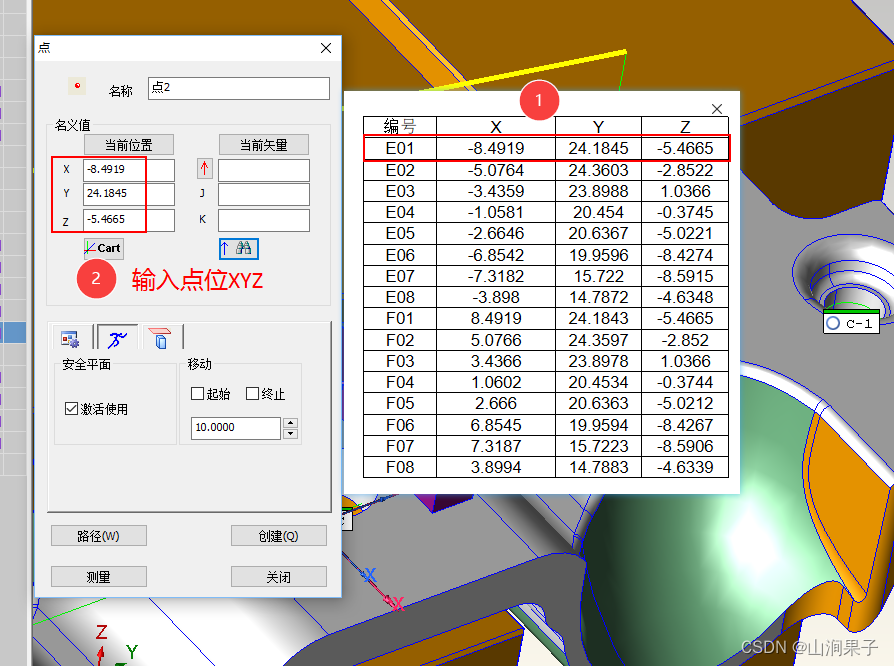
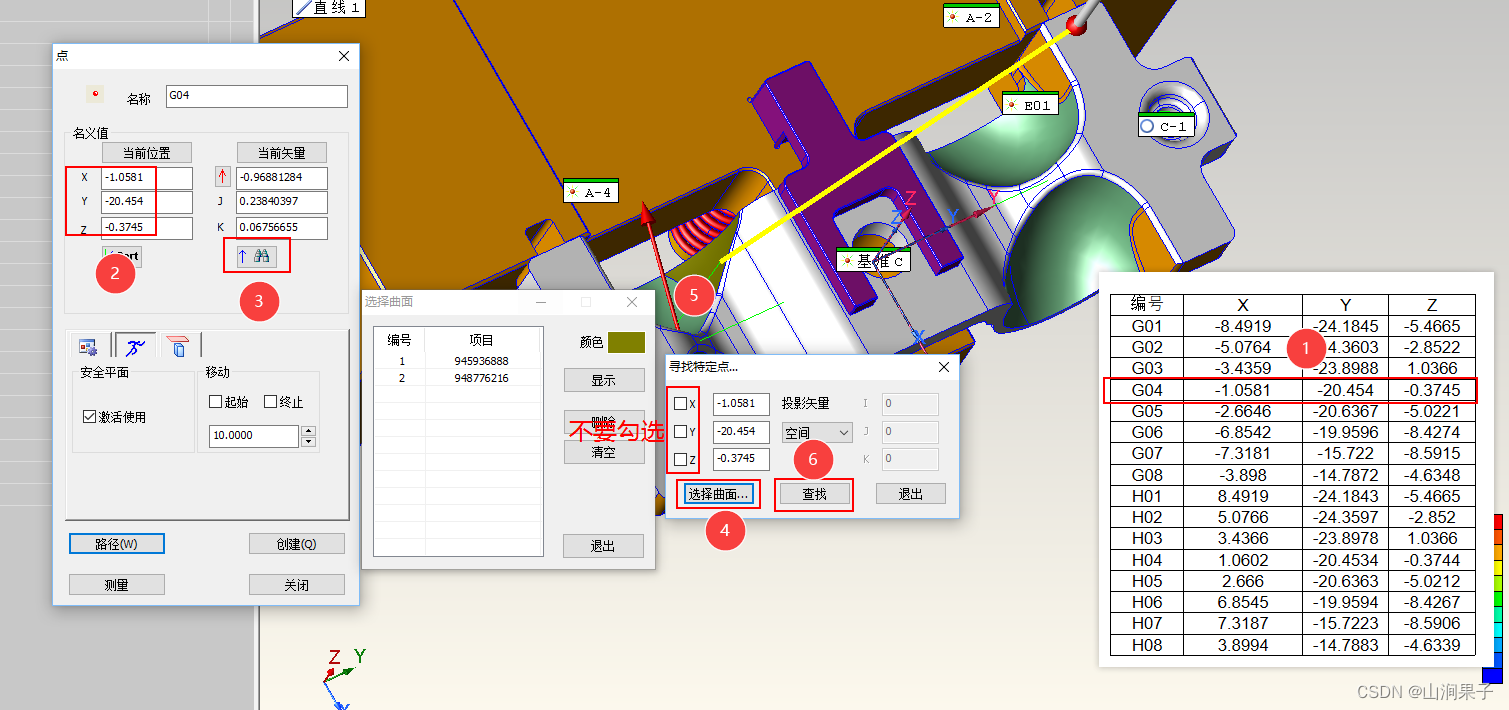
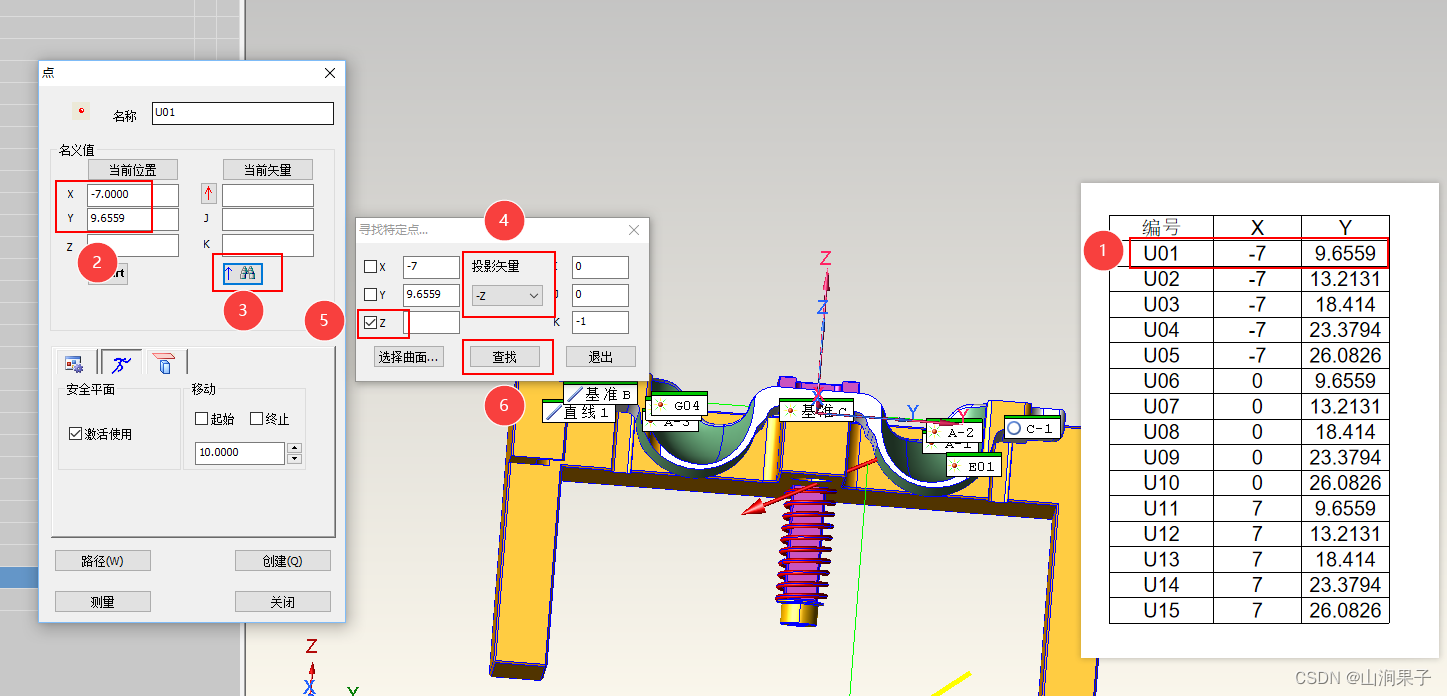
查找点的矢量方向
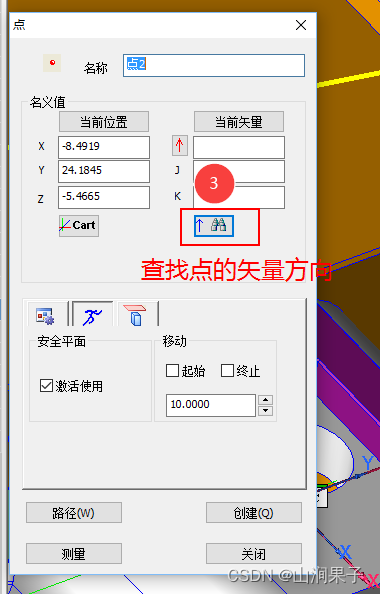
在查找矢量界面上的坐标值处输入已知的坐标值, 如果希望查找的点坐标和输入值一样, 在坐标值前不要打勾, 如果希望查找的点坐标需要在查找的面上重新确定, 在坐标值前打勾。 如果已知点的两个坐标, 对于未知的坐标可以打勾。
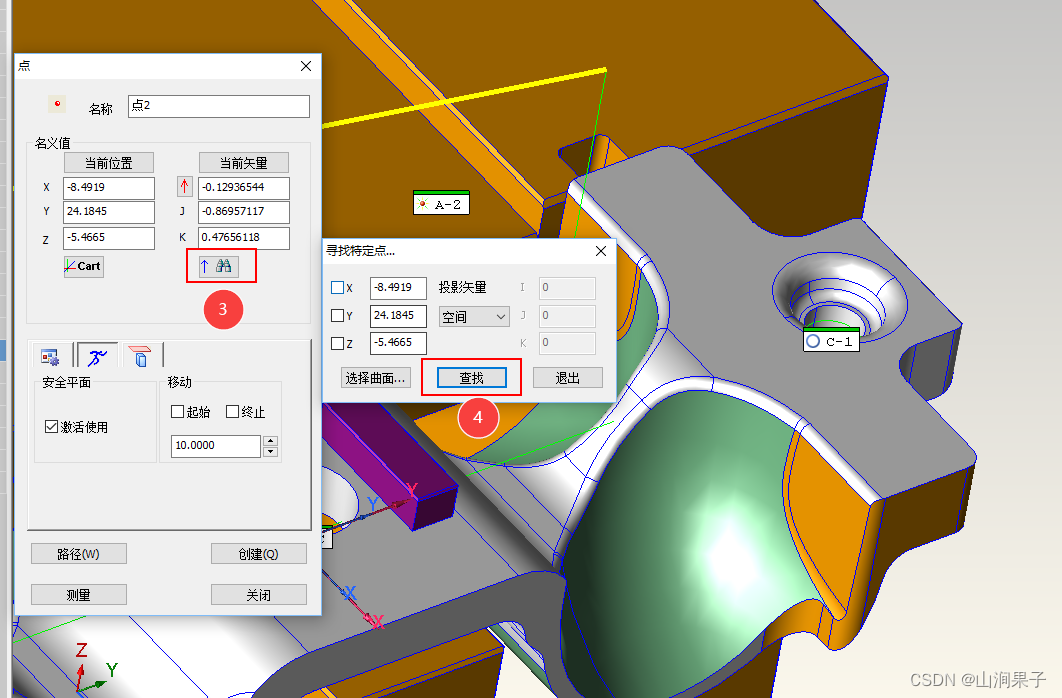
辅助:指定投影曲面修正矢量
选择【 空间】 在整个范围内查找最近点,选择某个坐标方向,将沿着对应坐标系轴向查找。 如果知道点所在的面,可以点击【 选择曲面】, 弹出下图界面,在模型上拾取面, 查找时会在指定面上查找,以便于快速查找。 注意:指定面查找时选择曲面界面不能关闭。
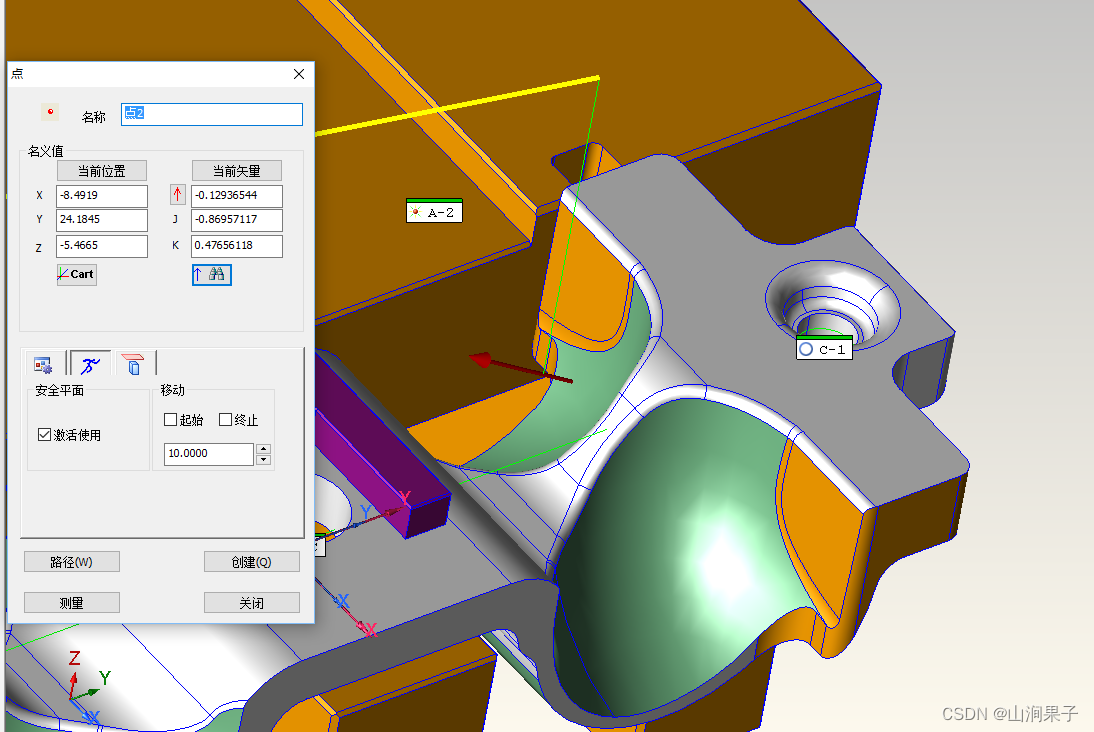
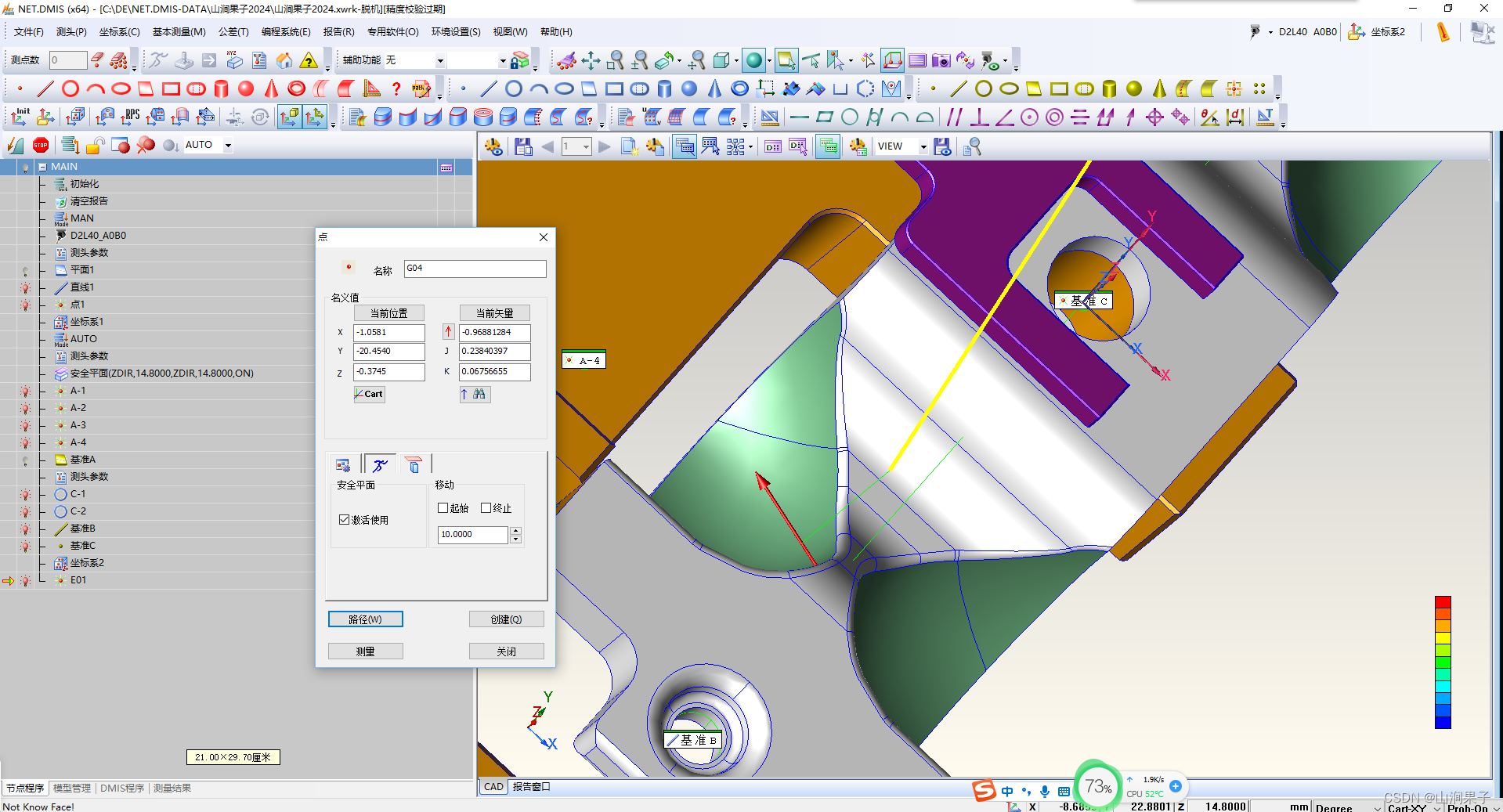
设置完成后点击【 查找】, 将查找后点的坐标和矢量添加到自动测量点界面, 可以在自动测量界面点击矢量逆向, 显示路径等检查路径进行测量等操作。 查找矢量完成后点击查找矢量界面的【 退出】 即可。
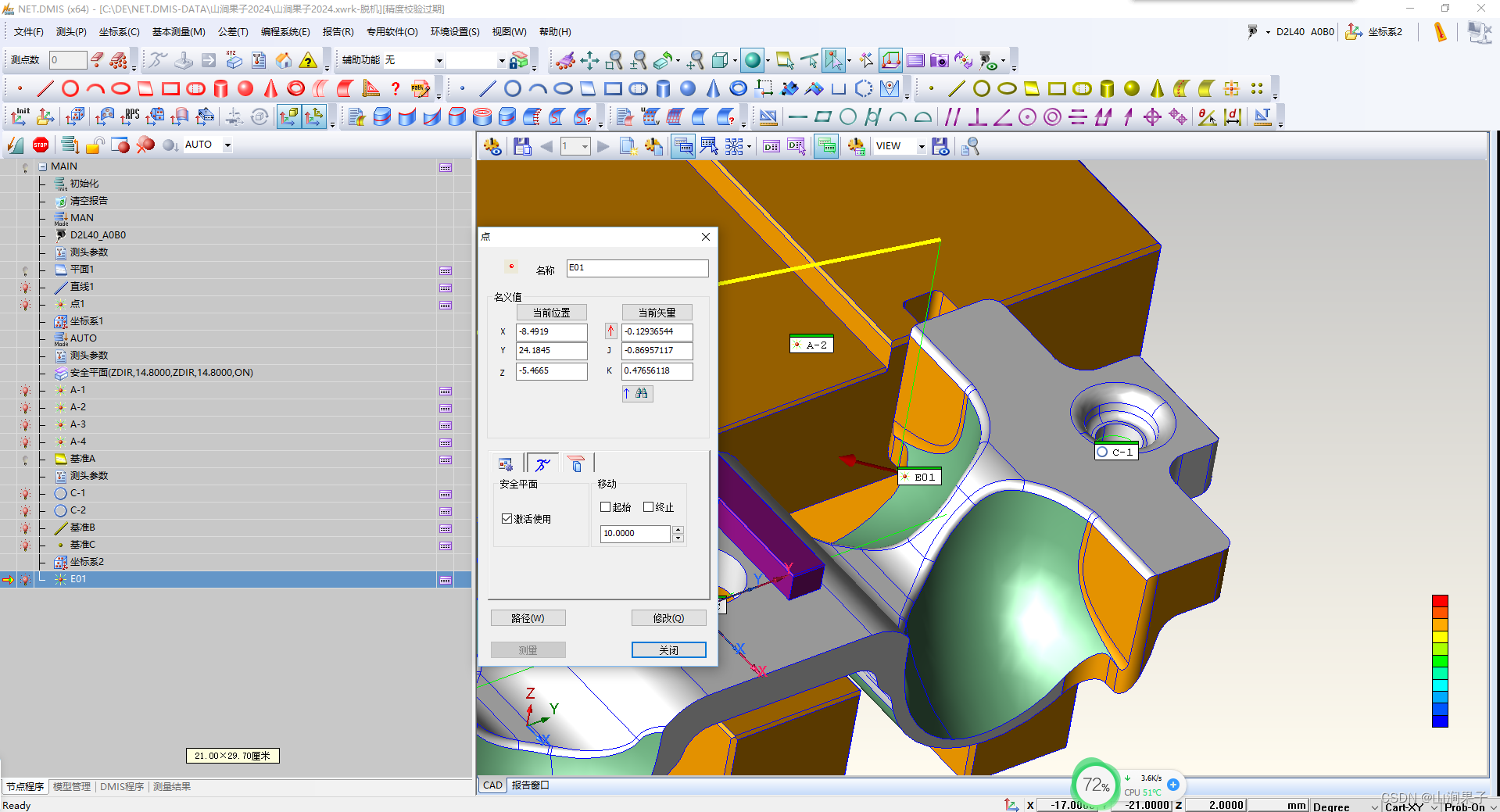
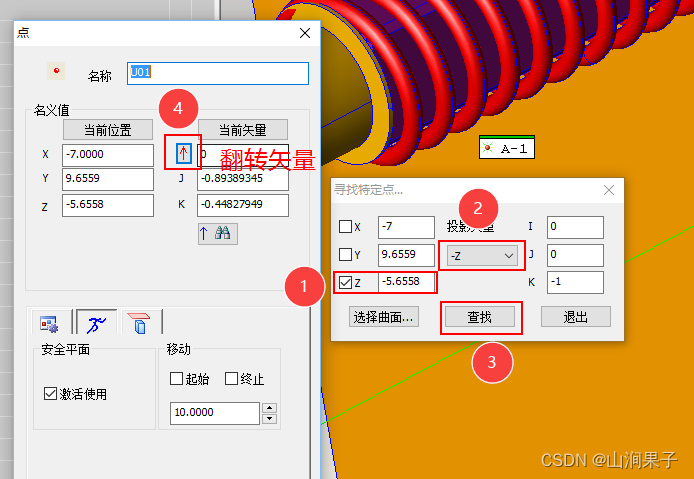
2.有图纸,有点坐标XY,通过坐标点搜索点位,需要获取Z值以及修正矢量信息。
通过手动输入 X、Y 坐标后自动获取 Z、I/J/K 对应的值,实现指定位置测量。
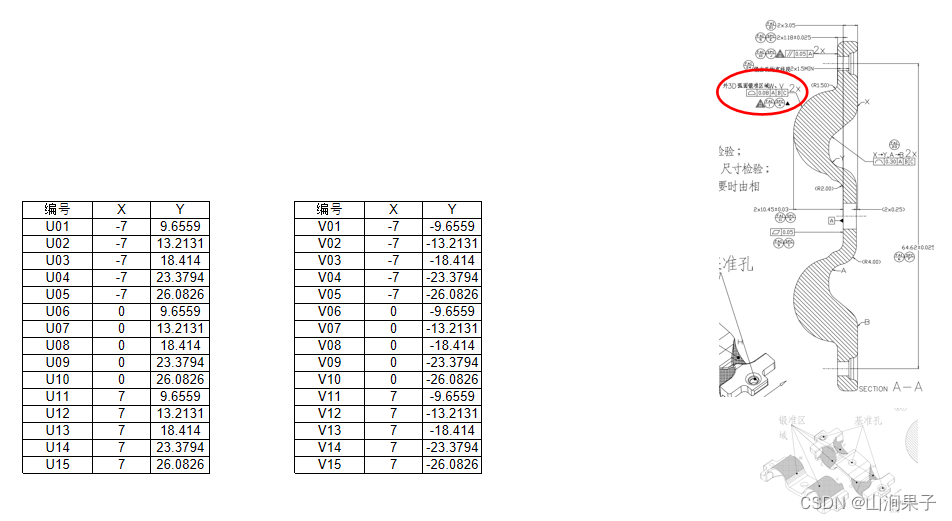
输入 X、Y 坐标值,选择投影矢量(如:-Z),将X、Y 不要打勾,Z打钩,点击“查找”按钮,Z/I、J、K 值,则自动显示在相对应的框内。 注意:若矢量不对可以通过“翻转 IJK”功能,翻转矢量方向。
$$ NET_DMIS_20160720
$$ MADE IN DE 2023-2-24 10:47:9
INCLUD/DMIS,'NET_DMIS_DEFINES.DMI'
INCLUD/DMIS,'VARDEFINE'
DMESW/COMAND,'PROBE_VAL/INIT'
UNITS/MM,ANGDEC
D(MACHINE)=DATSET/MCS
DMESW/COMAND,'COORDSYS/ALIGN'
WKPLAN/XYPLAN
PRCOMP/ON
PRCOMP/ON
FEDRAT/POSVEL,MMPS,300.0000
ACLRAT/POSACL,MMPSS,100.0000
FEDRAT/MESVEL,MMPS,20.0000
ACLRAT/MESACL,MMPSS,100.0000
SNSET/RETRCT,2.0000
SNSET/SEARCH,5.0000
SNSET/APPRCH,2.0000
DMESW/COMAND,'SNSET/MANRETRCT,1.0000'
DMESW/COMAND,'REPORT/CLEAR'
MODE/MAN
DID(D2L40)=DEVICE/STOR,'D2L40'
OPEN/DID(D2L40),SNS
S(A0B0)=SNSDEF/PROBE,INDEX,POL,0.0,0.0,0.0000,0.0000,1.0000,189.6500,2.0000
SNSLCT/SA(A0B0)
DMESW/COMAND,'SNSET/MANRETRCT,2.0000'
GEOALG/PLANE,LSTSQR
F(平面1)=FEAT/PLANE,CART,-23.9706,-10.8184,2.0000,0,0,1.00000000
MEAS/PLANE,F(平面1),3
PTMEAS/CART,-37.6697,-35.1823,2.0000,0,0,1.00000000
PTMEAS/CART,-16.1647,-36.7215,2.0000,0,0,1.00000000
PTMEAS/CART,-18.0774,39.4488,2.0000,0,0,1.00000000
ENDMES
SNSET/DEPTH,0
DMESW/COMAND,'CONST/SET_PROJ_VEC,FA(平面1),1'
F(直线1)=FEAT/LINE,UNBND,CART,-43.0000,-34.6174,0.4051,0,0.99999981,-0.00062377,-1.00000000,0,0
MEAS/LINE,F(直线1),2
PTMEAS/CART,-43.0000,-34.6174,0.3821,-1.00000000,0,0
PTMEAS/CART,-43.0000,39.1131,0.3821,-1.00000000,0,0
ENDMES
F(点1)=FEAT/POINT,CART,-41.0341,45.0000,0.4854,0,1.00000000,0
MEAS/POINT,COMP,DME,F(点1),1
PTMEAS/CART,-41.0341,45.0000,0.4854,0,1.00000000,0
ENDMES
DATDEF/F(平面1),DAT(A_平面1)
D(坐标系1_S)=DATSET/DAT(A_平面1),ZDIR
D(坐标系1_R)=ROTATE/ZAXIS,FA(直线1),YDIR
D(坐标系1_T)=TRANS/XORIG,FA(直线1)
D(坐标系1_T)=TRANS/YORIG,FA(点1)
D(坐标系1_T)=TRANS/ZORIG,FA(平面1)
D(坐标系1_TD)=TRANS/XORIG,43.0000
D(坐标系1_TD)=TRANS/YORIG,-45.0000
D(坐标系1_TD)=TRANS/ZORIG,-2.0000
DMESW/COMAND,'COORDSYS/CAD=PART'
SAVE/DA(坐标系1)
MODE/AUTO,PROG,MAN
SNSET/RETRCT,1.0000
SNSET/APPRCH,1.0000
DMESW/COMAND,'CLEARP/ZDIR,14.8000,ZDIR,14.8000,ON'
F(A-1)=FEAT/POINT,CART,-41.0000,21.0000,0,0,0,1.00000000
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(A-1),POINT,CART,DME,-41.0000,21.0000,0,0,0,1.00000000,$
0,0,0,FALSE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"","EXT1","EXT2",$
"EXT3",ENDCAL
F(A-2)=FEAT/POINT,CART,-17.0000,21.0000,0,0,0,1.00000000
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(A-2),POINT,CART,DME,-17.0000,21.0000,0,0,0,1.00000000,$
0,0,0,FALSE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"","EXT1","EXT2",$
"EXT3",ENDCAL
F(A-3)=FEAT/POINT,CART,-41.0000,-21.0000,0,0,0,1
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(A-3),POINT,CART,DME,-41.0000,-21.0000,0,0,0,1,$
0,0,0,FALSE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"","EXT1","EXT2",$
"EXT3",ENDCAL
F(A-4)=FEAT/POINT,CART,-17.0000,-21.0000,0,0,0,1
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(A-4),POINT,CART,DME,-17.0000,-21.0000,0,0,0,1,$
0,0,0,FALSE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"","EXT1","EXT2",$
"EXT3",ENDCAL
GEOALG/PLANE,LSTSQR
F(基准A)=FEAT/PLANE,CART,-29.0000,0,0,0,0,1.00000000
CONST/PLANE,F(基准A),BF,FA(A-1),FA(A-2),FA(A-3),FA(A-4)
SNSET/RETRCT,0.5000
SNSET/APPRCH,0.5000
F(C-1)=FEAT/CIRCLE,INNER,CART,0,32.3104,1.2232,0,0,1.00000000,3.0000
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_CIRCLE_1007),AUTOFIGURE,F(C-1),CIRCLE,INNER,CART,LSTSQR,0,32.3104,1.2232,$
0,0,1.00000000,3.0000,-1.00000000,0,0,4,-1.0000,0,0,0,0,360.0000,TOUCH,CIRCLE,0.3000,0,TRUE,FALSE,FALSE,$
10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"",'7,0,0,0,0,3.0000,0,10','0,1,0,5.0000',$
"EXT3",ENDCAL
F(C-2)=FEAT/CIRCLE,INNER,CART,0,-32.3104,1.2232,0,0,1.00000000,3.0000
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_CIRCLE_1007),AUTOFIGURE,F(C-2),CIRCLE,INNER,CART,LSTSQR,0,-32.3104,1.2232,$
0,0,1.00000000,3.0000,1.00000000,0,0,4,-1.0000,0,0,0,0,360.0000,TOUCH,CIRCLE,0.3000,0,TRUE,FALSE,FALSE,$
10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,XYPLAN,"",'7,0,0,0,0,3.0000,0,10','0,1,0,5.0000',$
"EXT3",ENDCAL
DMESW/COMAND,'CONST/SET_PROJ_VEC,FA(XY),1'
F(基准B)=FEAT/LINE,UNBND,CART,0,-32.3104,0.2232,0,1.00000000,0,-1.00000000,0,0
CONST/LINE,F(基准B),BF,FA(C-2),FA(C-1)
F(基准C)=FEAT/POINT,CART,0,0,0.2232,0,0,1.00000000
CONST/POINT,F(基准C),MIDPT,FA(C-2),FA(C-1)
DATDEF/F(基准A),DAT(A_基准A)
D(坐标系2_S)=DATSET/DAT(A_基准A),ZDIR
D(坐标系2_T)=TRANS/ZORIG,FA(基准A)
D(坐标系2_R)=ROTATE/ZAXIS,FA(基准B),YDIR
D(坐标系2_T)=TRANS/XORIG,FA(基准C),YORIG,FA(基准C)
SAVE/DA(坐标系2)
F(E01)=FEAT/POINT,CART,-8.4919,24.1845,-5.4665,-0.12936544,-0.86957117,0.47656118
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(E01),POINT,CART,DME,-8.4919,24.1845,-5.4665,-0.12936544,$
-0.86957117,0.47656118,0,0,0,TRUE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,$
XYPLAN,"","EXT1","EXT2","EXT3",ENDCAL
F(G04)=FEAT/POINT,CART,-1.0581,-20.4540,-0.3745,-0.96881283,0.23840397,0.06756655
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(G04),POINT,CART,DME,-1.0581,-20.4540,-0.3745,$
-0.96881284,0.23840397,0.06756655,0,0,0,TRUE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,$
2.5000,3,XYPLAN,"","EXT1","EXT2","EXT3",ENDCAL
DMESW/COMAND,'MOVE/CLEARPLANE'
S(A90B-90)=SNSDEF/PROBE,INDEX,POL,90.0,-90.0,0.0000,0.0000,1.0000,189.6500,2.0000
SNSLCT/SA(A90B-90)
DMESW/COMAND,'CLEARP/-ZDIR,-50.0000,ZDIR,80.0000,ON'
F(U01)=FEAT/POINT,CART,-7.0000,9.6559,-5.6558,0,-0.89389345,-0.44827949
CALL/EXTERN,DMIS,M(NETDMIS_AUTO_POINT_1007),AUTOFIGURE,F(U01),POINT,CART,DME,-7.0000,9.6559,-5.6558,0,$
-0.89389345,-0.44827949,0,0,0,TRUE,FALSE,FALSE,10.0000,"CUR",TRUE,FALSE,0,FA(VECBLD),10.0000,2.5000,3,$
XYPLAN,"","EXT1","EXT2","EXT3",ENDCAL
DMESW/COMAND,'MOVE/CLEARPLANE'
GOTO/INCR,100.000000,1.000000,0.000000,0.000000
DMESW/COMAND,'CLEARP/ZDIR,14.8000,ZDIR,80.0000,ON'
DMESW/COMAND,'MOVE/CLEARPLANE'
最后
以上就是高大水蜜桃最近收集整理的关于NETDMIS5.0指定测量点(矢量自动修正)2023的全部内容,更多相关NETDMIS5内容请搜索靠谱客的其他文章。
本图文内容来源于网友提供,作为学习参考使用,或来自网络收集整理,版权属于原作者所有。





发表评论 取消回复