目录
- 场景
- 背景介绍
- 项目需求
- 相机选型
- 其它硬件
- 相机布局
- Q&A
- 实战
- 标定
- 测量
场景
背景介绍
3C、面板、汽车、新能源等行业的视觉测量应用中,经常会遇到大尺寸物料。受实际场景限制,例如相机架设高度有限,此时单个相机不能拍全物料,必须采用多相机阵列拍物料的方式实现尺寸检测。
项目需求
测量一种矩形产品长宽,产品尺寸约32*30mm,公差为±0.025mm。
相机选型
真实稳定测量过程,一般要求像素精度到达公差带的1/10,实际实施过程中,由于成本限制也有部分视觉集成商选到1/3~1/5,我们按照1/10计算理想像素精度0.025*2/10=0.005mm。
长边像素至少:32/0.005=6400
短边像素至少:30/0.005=6000
其它硬件
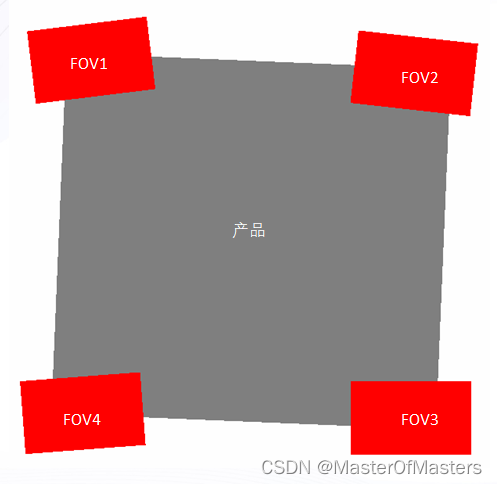
显然单个相机难以满足需求,我们使用四个相机,分别拍摄产品4个角,通过统一坐标系获取最终结果。
光源:白色背光 X 1
镜头:远心镜头 X 4
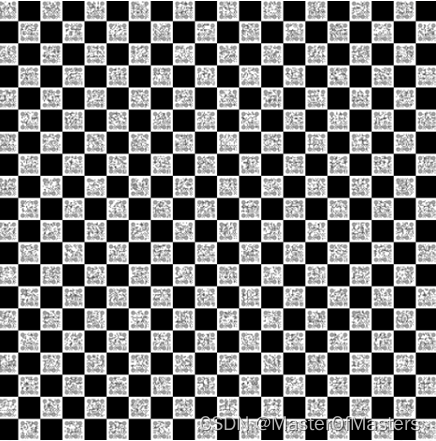
标定板:海康Ⅱ型
相机布局
四个相机,分别拍摄四个角,通过拍摄同一张带二维码信息的标定板,把四个相机坐标系统一起来。
Q&A
为什么像素精度选到公差带1/10?
这源于GRR要求,即重复性满足公差带的10%,大部分视觉系统的动态重复性为1个像素左右,所以
单像素精度=公差带/10。
实战
标定

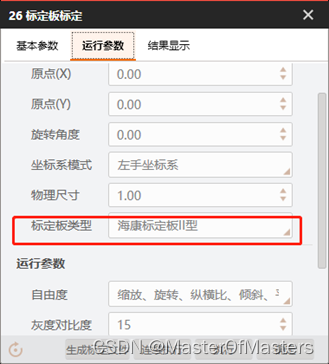
1.新建流程:拖入图像源和标定板标定模块
2.设置标定文件路径,标定板类型选海康二型,物理尺寸输入格子边长物理值1mm
3.运行流程,模块自动把标定结果写入标定文件
4.重复上述步骤,分别完成四个相机的标定板标定
测量





1.拖入图像源工具,每个图像源对应一个相机
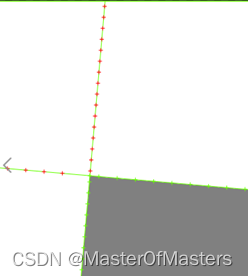
2.使用边缘交点工具获取角点像素坐标
3.使用标定转换工具,根据标定文件计算对应物理坐标
4.使用点点测量工具,计算两个物理点的距离,得到宽度
5.重复上述步骤,得到长度数据
最后
以上就是愉快哈密瓜最近收集整理的关于【VisionMaster 行业应用案例】第三讲 多相机阵列大尺寸测量应用的全部内容,更多相关【VisionMaster内容请搜索靠谱客的其他文章。



发表评论 取消回复