随着生产制造的智能化,环形导轨作为一种新型的智能设备在工业生产中的应用已经很广泛,随之而来的是实际应用中各种问题的出现,只有对设备有一个很好的认识才能充分地利用它的价值。
环形导轨是如何实现精确的二次定位的?
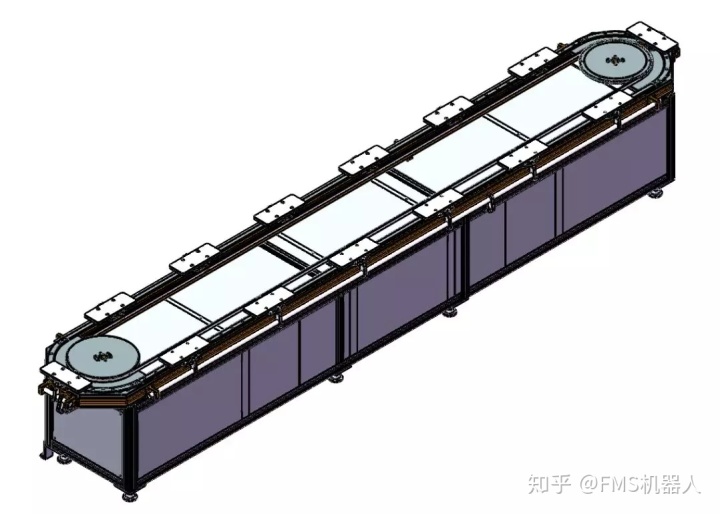
在实际应用中,以环形导轨为核心的精密环形流水线,可通过伺服电机驱动实现初定位,再通过滑座锁紧系统实现二次定位,从而实现精确定位,重复定位精度可达或超±0.05mm。
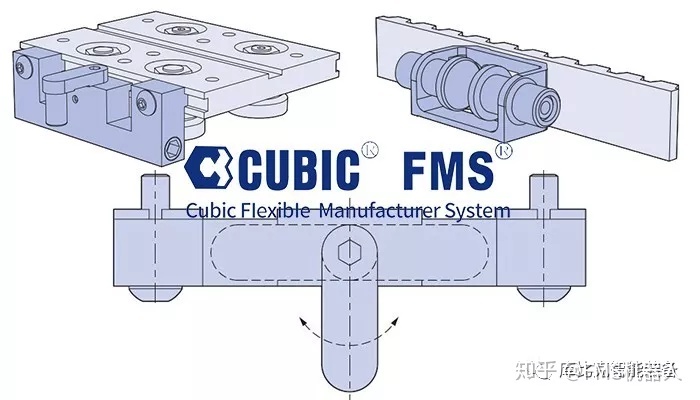
可实现二次精确定位的气缸驱动滑座锁紧系统示意图
为了实现精确定位,首先要确保初次定位的准确性,然后通过二次定位进行修正;能够修正,就意味着滑座在初次定位之后是可以稍微沿着导轨左右移动的。滑座和皮带/链条之间的连接,必须是弹性的,滑座轻微移动的时候,皮带/链条是不动的;如果是刚性的话,进行二次定位的时候,会导致皮带/链条和电机轴的窜动,引起伺服电机报警。
安装在皮带上的扣子的橡胶衬套施加弹性力,夹住滑座上的连接块,在加减速时起缓冲作用;橡胶衬套在外力的作用下可产生稍许变形,同时滑座上的绊闩的扣子在较大的外力的作用下可左右转动,所以滑座停车后进行二次定位锁紧的时候,允许滑座沿着导轨的方向稍微左右移动,就不会有“皮带/链条和电机轴的窜动”。
初步定位方式可分为两种
一、少工位,短线体
伺服电机运行于速度控制模式,配合限位开关,实现比较精准的初定位。伺服电机也可采用位置控制模式,通过脉冲加方向控制方式实现准确的初步定位;不过由于一直往一个时针方向循环运动,会有累计误差的存在,建议安装原点检测开关,当运行一定次数后重新找原点,以消除累计误差。
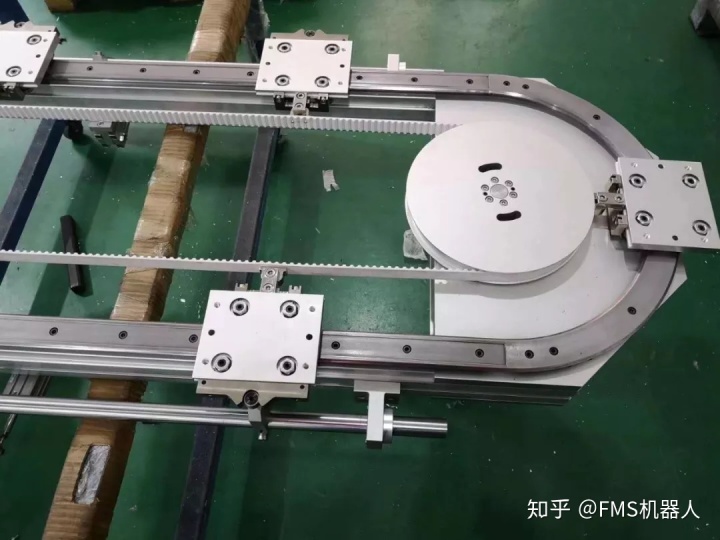
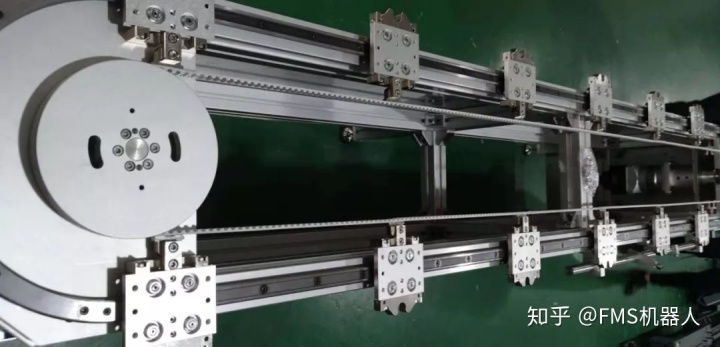
二、多工位,长线体
由于皮带/链条较长,受弹性及变形的影响,循环运动的累计误差较大,如果伺服电机采用位置控制模式,二次定位可能会产生故障(定位销无法到位或者引起伺服电机报警),建议伺服电机采用速度控制模式,通过对射开关检测滚轮位置来实现初步定位。3个开关配合工作,第一个开关触发减速指令,第二个开关触发二次减速指令,第三个开关触发停车指令;也可以两个开关,第一个开关触发减速指令,第二个开关触发停车指令。
进行伺服电机选型时,由于是多个滑座同步驱动,建议选择同样功率转速情况下的大惯量电机。如果电机惯量偏小,加减速会比较慢,也有可能产生过冲现象。
最后
以上就是轻松玉米最近收集整理的关于怎么实现两周联动加减速_环形导轨是如何实现精确的二次定位的?的全部内容,更多相关怎么实现两周联动加减速_环形导轨是如何实现精确内容请搜索靠谱客的其他文章。






发表评论 取消回复